La principal característica de un desecante, es que debe tener una gran capacidad para adsorber humedad. Algunos también adsorben ácidos. No deben ser solubles ni con el agua, ni con el refrigerante, ni con el aceite. No deben romperse al saturarse de humedad. Deben tener una alta resistencia mecánica para mantener su integridad física y resistir la presión del flujo de refrigerante y las vibraciones.
La sílica gel ( Si 0 ) es un material no cristalino. La alúmina activada (Al 0 ) no es totalmente cristalina. Ambos desecantes tienen su red de poros de tamaño variable, y como su estructura no es uniforme, estos materiales son clasificados como adsorbentes amorfos.
El tamiz molecular es un silicato sintético. Su configuración molecular consiste de una serie de componentes de tamaño definido, dando como resultado un material uniforme, altamente cristalino.
El proceso de adsorción mediante el cual estos tres desecantes atrapan y retienen la humedad, consiste en que las moléculas del agua se adhieren a las paredes interiores de los poros o conductos capilares. Puesto que la superficie de estos poros o capilares es enorme, y las moléculas de agua son de tamaño pequeño, pueden retener cantidades relativamente grandes de agua.
A continuación se da una breve descripción de los tres desecantes más comunes.
Alúmina Activada.- Un sólido duro de color blanco, comúnmente en forma granular que no es soluble en agua. Además de su capacidad para retener agua, también tiene una excelente capacidad para retener ácidos. Generalmente no se utiliza en forma granular, sino que se tritura y se moldea en forma de bloque poroso, combinada con otro desecante para incrementar su capacidad de agua. Así, además de una gran capacidad para retener agua y ácidos, se proporciona filtración.
Sílica Gel.- Un sólido con aspecto de vidrio que puede tener forma granular o de perlas. No se disuelve en agua y tiene poco desprendimiento de polvo cuando se utiliza suelta. Tiene una capacidad aceptable para retener humedad. También se puede usar mezclada con otros desecantes para incrementar su capacidad de retención de agua, en forma granular (suelta) o moldeada en forma de bloque poroso.
Tamiz Molecular.- Es el más nuevo de los tres desecantes y ha tenido muy buena aceptación en la industria. Es un sólido blanco que no es soluble en agua. Su presentación común es en forma granular o esférica. Tiene una excelente capacidad de retención de agua, aunque menor que la de la alúmina activada para retener ácidos. Debido a lo anterior, es muy común combinar estos dos desecantes para balancear estas dos características: retener agua y ácidos. Esta mezcla generalmente es en forma de bloques porosos moldeados.
Capacidad y Eficiencia
Por capacidad se entiende como la cantidad de humedad que un desecante puede adsorber y retener. La eficiencia es la habilidad que un desecante tiene para deshidratar un refrigerante, hasta el más bajo contenido de humedad correspondiente a una temperatura. A esto último se le conoce como Sequedad en el Punto de Equilibrio o EPD (Equilibrium Point Dryness).
Si un desecante recientemente activado (sin ningún contenido de humedad) se pone en contacto con un refrigerante que contiene humedad, el desecante comenzará a adsorber humedad del refrigerante. Cuando esto sucede, el refrigerante tendrá menos humedad y el desecante contendrá algo de humedad. A partir de este momento, el desecante a su vez pasará la humedad al refrigerante, aunque, como hay mas humedad en el refrigerante que en el desecante, es mayor la velocidad con que el desecante adsorbe agua del refrigerante, que la velocidad con que la vuelve a traspasar. Conforme se reduce la cantidad de agua en el refrigerante y aumenta la velocidad con que el desecante la pasa, la velocidad de adsorción disminuye. Cuando las dos velocidades se igualan, se dice que los contenidos de humedad en el desecante y en el refrigerante alcanzan un equilibrio.
La cantidad de agua que adsorbe un desecante de un refrigerante, para llegar a este punto de equilibrio depende de:
1. El tipo de refrigerante.
2. La cantidad de agua en el refrigerante.
3. La temperatura del refrigerante.
4. El tipo de desecante (volumen y tamaño de los poros y superficie).
En algunos desecantes la capacidad de adsorción de agua, se ve afectada por la cantidad de aceite presente en el refrigerante.
De acuerdo a las normas 35 y 63 de ASHRAE, en este punto de equilibrio, el contenido de agua en el refrigerante se conoce como Sequedad en el Punto de Equilibrio (EPD) y al agua retenida por el desecante se le conoce como capacidad de agua. Las unidades en que se miden estos dos valores son partes por millón para el EPD y porciento en peso para la capacidad de agua (o bien, gramos de agua por 100 gramos de desecante).
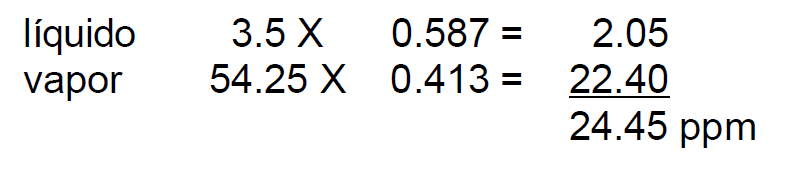
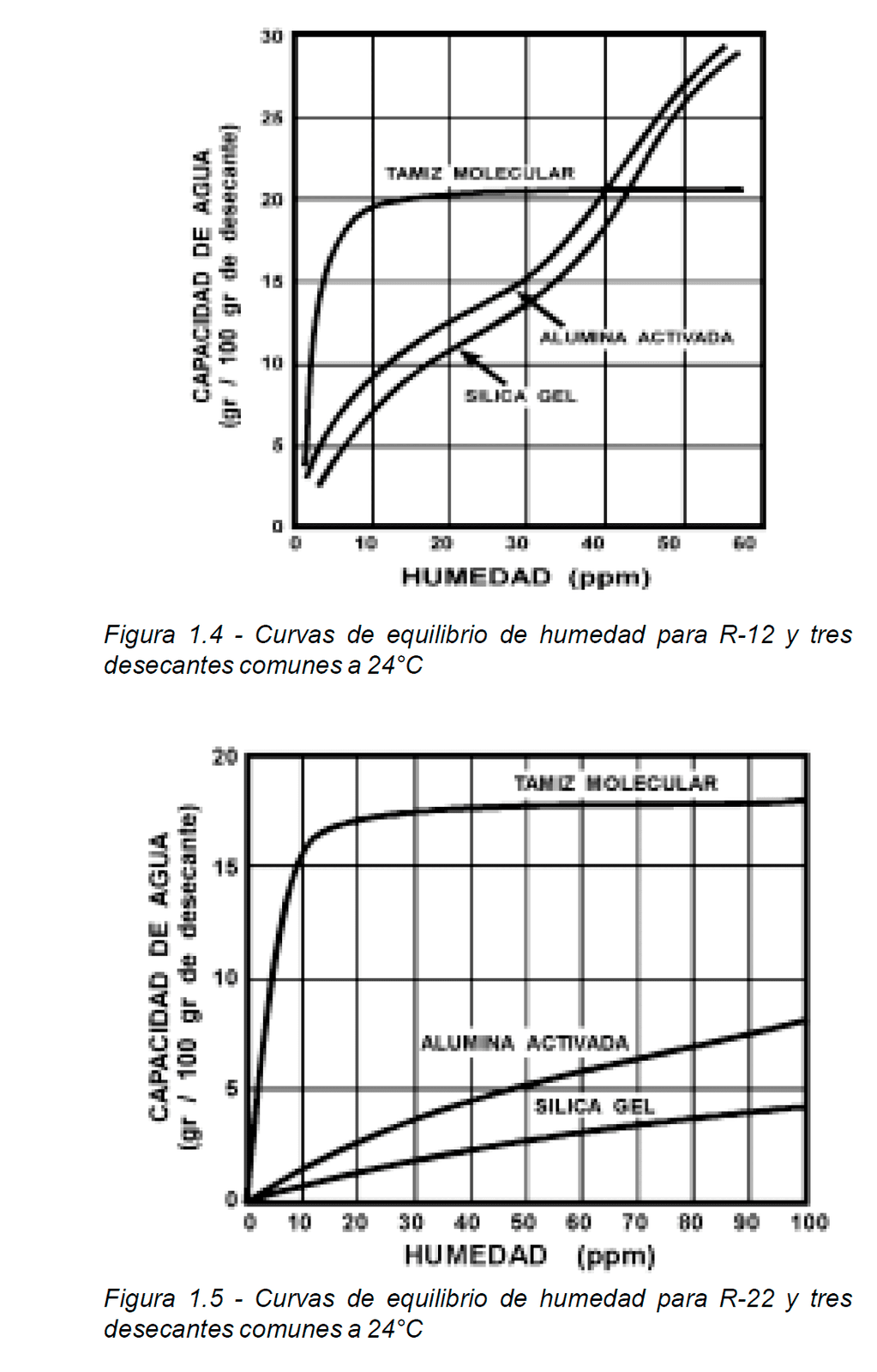
Las curvas de equilibrio de humedad entre los tres desecantes comunes y los refrigerantes R-12, R-22 y R-134a se muestran en las figuras 1.4, 1.5 y 1.6, respectivamente. Estas curvas (isotermas de adsorción) indican que para cualquier cantidad especificada de agua en un refrigerante en particular, cada desecante retiene una cantidad específica de agua correspondiente. Por ejemplo, si en un sistema con R-12 (figura 1.4), se desea un EPD de 5 ppm, el tamiz molecular adsorberá y retendrá 17% en peso de agua, la alúmina activada 7% y la sílica gel 4%. Esto significa que cada 100 gramos de tamiz molecular, retendrán 17 gramos de agua del R-12 a 24°C y la alúmina y la sílica retendrán 7 y 4 gr. respectivamente. Desde luego, se seleccionaría el tamiz molecular; aunque se puede utilizar cualquiera de los tres desecantes si se emplean cantidades suficientes. Esto significará usar 4.25 veces más sílica o 2.43 veces más alúmina}
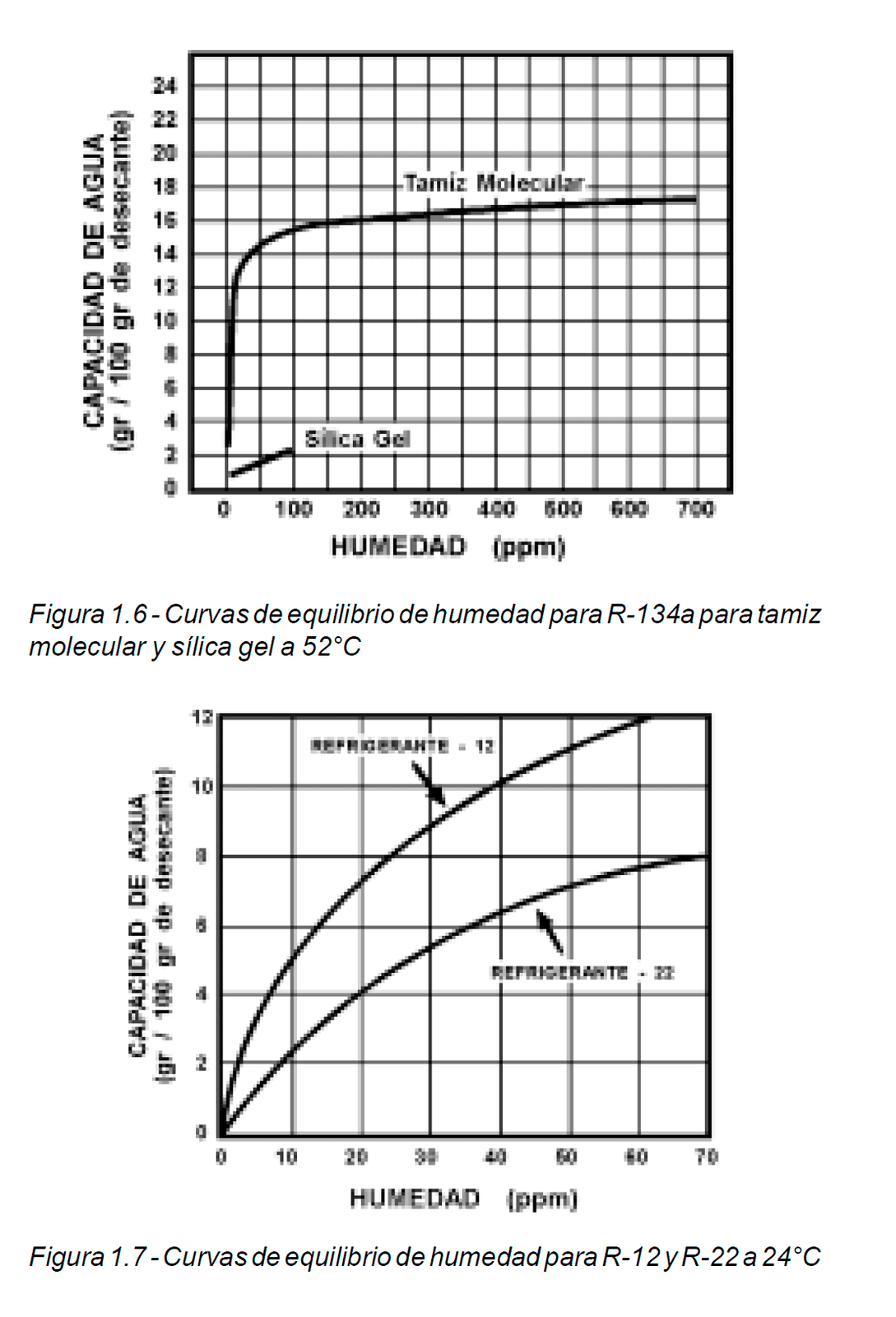
En la figura 1.7 se puede observar como varía la capacidad de agua con el tipo de refrigerante; ya que siendo el mismo desecante, la misma temperatura y a un mismo EPD, digamos 15 ppm, el desecante podrá remover aproximadamente un 6.2% en peso del R-12, mientras que del R-22 sólo podrá remover aproximadamente un 3.4% en peso de humedad.